

{kind=link}
I have trouble fixing the terrible seams I’m getting. I’ve followed Elli’s print tuning guide and calibrated extruder, tuned PA (it’s now 0.035) and extrusion multiplier.
I’ve tried adjusting both retraction length and speed, but it doesn’t seem to have much impact. I’m not using “wipe on retract” or “retract on layer change”, I only retract if travel distance is longer than 3mm. Retract is 0.3mm @35mm/s.
I’ve tried reducing PA smooth time too, but this also doesn’t seem to have a noticable impact.
I’ve tried reducing seam gap from the default 10% in Orca all the way down to 0%, but the bad seams persist.
I’ve tried with “wipe on loops” both disabled and enabled with no difference.
I’ve tried with both arachne and classic wall generator, no difference.
I’ve tried different wall orders, inner/outer, inner/outer/inner and outer/inner, all with the same bad seams.
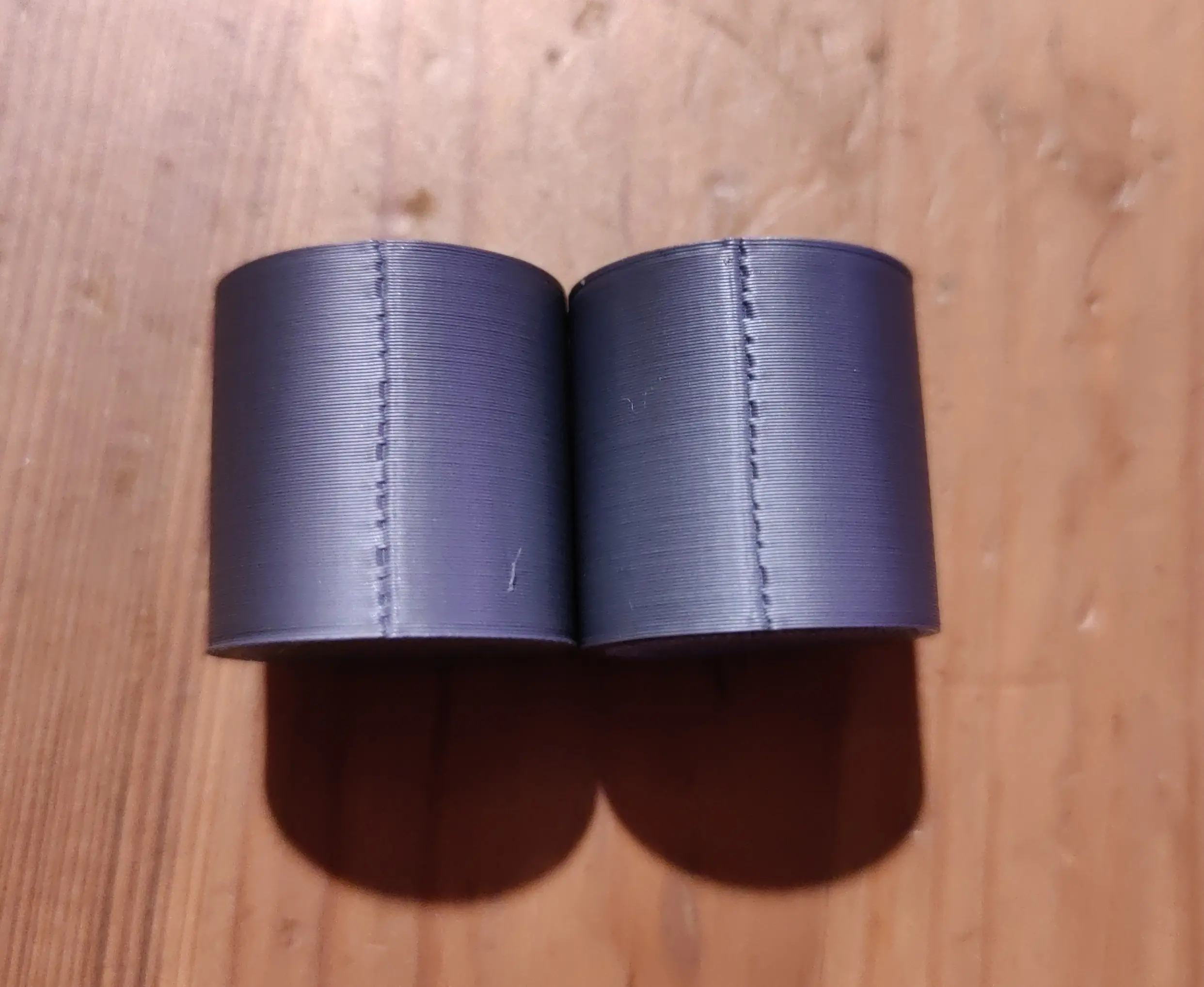
Filament in the picture is matte PLA, it is without doubt dry and generally prints well aside from the seams. It’s stored vacuum sealed with silica, and I use a filament dryer to dry if I suspect wet filament.
I’m running out of ideas for where to tweak to get a decent result.
Yeah I’ve tried 190-220C, which is the range specified by the manufacturer of the filament.
I don’t remember seeing this issue before the change, but I’m still new to the hobby and may just have overlooked or accepted it earlier.
Is there a way I could see the file you’re trying to print?
This is just the basic cylinder that’s part of orca slicer that I’m using to troubleshoot the issue because it’s quick to print and the issue is clearly visible.
Hmm, I’ve never tried OrcaSlicer. I’m curious, installing it now.
I did also switch to orca around the same time I changed the hotend…I’ll give my old slicer a go as well, maybe it’s a slicer issue.
Well, I just printed a cylinder and my seams are just fine with “default settings”.
I say “default” because originally I saw some weird stuff in the preview but it turned out to just be because for some reason spiral vase mode was on by default.
I just noticed, after intensely staring at my print from an awkward angle to see the nozzle while printing, that the gyroid infill has an anchor to the wall at the seam line. What kind of infill and infill settings are you using?
Actually noticed my settings were not “default” at all because I had selected options in the calibration test section. I just started an actual default print with a top, bottom, multiple walls and infill hahah.
I’m printing with grid infill. Gonna cancel and try with gyroid.
I’m getting a 100% uniformly bad seam with grid infill, instead of the one in the pictures that kind of “switches side”, which in guessing is because of the direction changes relative to the wall made for gyroid throughout the model, but grid always moves away from the wall at the same angle.
Edit: tried without any infill, same result as grid infill. So it’s would seem it finishes the wall before it actually fully connects the wall-end to the wall-beginning on the outer walls, before changing to next layer or infill.
Yeah that’s definitely a possibility. I’m just finishing up my start g-code, gonna see what happens if I try to print that cylinder. Hopefully my printer doesn’t blow up or something 🤞
Could you tell me where in OrcaSlicer you found this cylinder? I can’t seem to find it in the calibration tests.
Edit: Nvm found it hahah